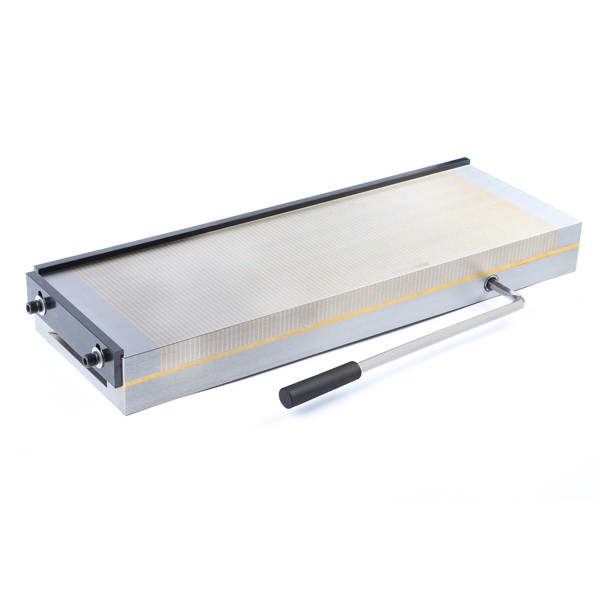
Finpolet magnetisk chuck for Surface Srinder
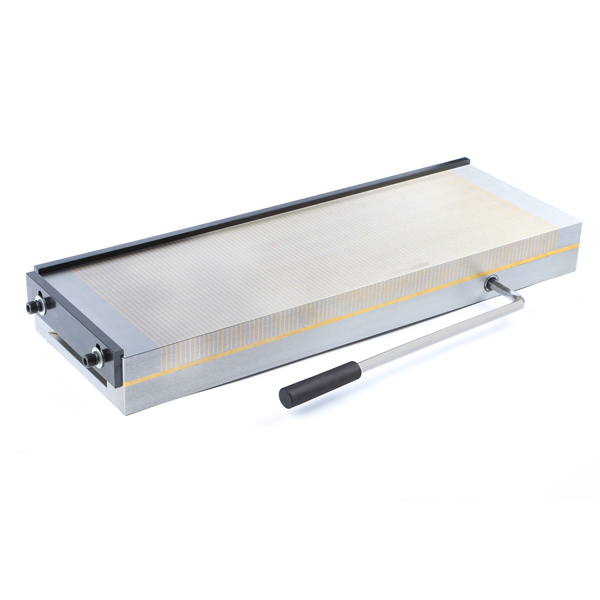
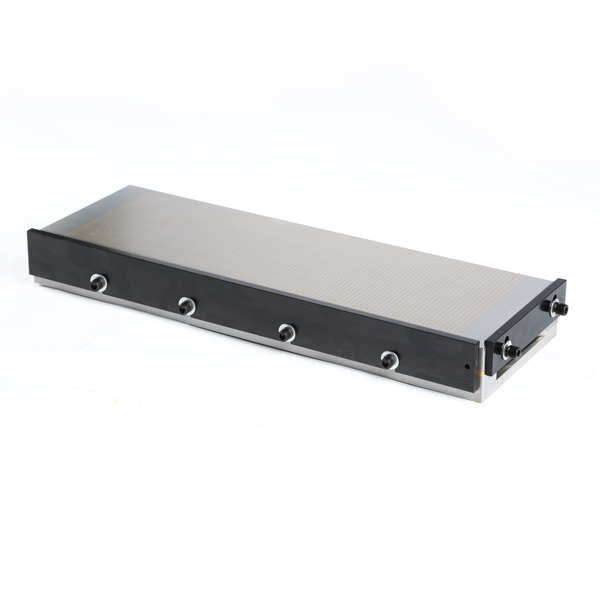
Tool Bees leverer høy kvalitetmagnetisk chucks produsert i henhold til høyeste standarder og er tilgjengelig i de fleste vanlige størrelser fra lager, magnetiske chucker er moderne enheter som erstatter skrustikk, mekaniske klemmer og inventar, som akselererer arbeidet ditt under bearbeiding av ferromagnetiske materialer.
Magnetiske chucker kan spare mye tid ved å klemme og løsne maskinerte komponenter, samtidig som arbeidsstykket gjøres tilgjengelig fra 5 sider uten å skade produktet. Målet med å bruke magnetiske chucker for arbeidshold har blitt populært i produksjonsanlegg over hele verden.
Arbeidsstykker for maskinering holdes tradisjonelt på plass ved hjelp av skrustikk eller inventar, men emnet, støpingen eller smiingen kan også holdes med nok grep til å tillate fresing, dreiing, boring eller sliping.Magnetiske chucker har vært ofte brukt i overflateslipeapplikasjoner, men blir nå også brukt i vanlige maskinverksteder.
| Best.nr. | Dimensjon | Magnetisk | Avstand | Vekt (kg) | ||
| (MM) | Makt | (JERN+KOBBER) | ||||
| L | B | H | 120N/CM² | 1,5+0,5 ELLER 1+3 | ||
| TB-A13-1510 | 150 | 100 | 48 | 4.5 | ||
| TB-A13-2010 | 200 | 100 | 48 | 7.5 | ||
| TB-A13-1515 | 150 | 150 | 48 | 8.5 | ||
| TB-A13-2015 | 200 | 150 | 48 | 11.3 | ||
| TB-A13-3015 | 300 | 150 | 48 | 16.5 | ||
| TB-A13-3515 | 350 | 150 | 48 | 19.8 | ||
| TB-A13-4015 | 400 | 150 | 48 | 22.6 | ||
| TB-A13-4515 | 450 | 150 | 50 | 25.5 | ||
| TB-A13-4020 | 400 | 200 | 50 | 31.5 | ||
| TB-A13-4520 | 450 | 200 | 50 | 35,5 | ||
| TB-A13-5025 | 500 | 250 | 50 | 45 | ||
| TB-A13-6030 | 600 | 300 | 48 | 72 | ||
| TB-A13-7030 | 700 | 300 | 48 | 85 | ||

Fordeler med magnetiske chucker
Fordelene med magnetiske chucker inkluderer:
Reduserer oppsett.
Økende tilgang til de mange sidene av et arbeidsstykke.
Forenkler arbeidsholding.
Magnetiske chucker enkle å betjene
Våre fordeler ved å levere magnetiske chucker:
* Høykvalitetsgarantert magnetiske chucker
* Magnetiske chucker med konkurransedyktig pris
Bruksmetode
1. Sugekopper bør rengjøres før bruk for å unngå riper som påvirker nøyaktigheten.
2. Plasser arbeidsstykket på sugebordet, sett deretter skiftenøkkelen inn i akselhullet og roter 1800 til PÅ med klokken, og sug deretter inn arbeidsstykket for maskinering.
3. bruk omgivelsestemperatur ved -400C–500C.Ingen banking er nødvendig for å forhindre magnetisk reduksjon.
4. Hvis arbeidsstykket er ferdig, sett inn skiftenøkkelen i akselhullet og roter den 1800 ganger mot klokken til "AV", så kan arbeidsstykket fjernes.
5. Avslutt arbeidsflaten med antirustolje for å forhindre korrosjon.